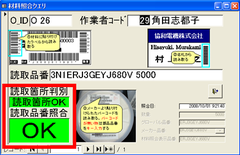
支給品及び購買品の材料受け入れ工程
お客様より支給された部品、及び自社調達部品に、製造工程で使用する際に品番、ロット番号、有効期限、所有者を明確にしお客様の支給品を誤って他の製品に使用しない様、また部品が間違って他の回路に搭載されない様受け入れ工程ですべての部品にバーコードを貼り付け管理します。
また車載、医療機器等使用部品のトレースを要求されるお客様には部品の情報をロット単位で提出することができます。
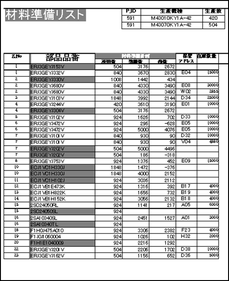
材料荷揃え工程
生産機種の材料を必要数量集める。
品番登録された材料準備リストとバーコードで照合しデータベースに製造履歴として記録する。
作業者(名前ラベルのバーコード読み込み)
品番数量、ロット番号(部品のバーコード読み込み)
このシステムを自社で構築してから10年一度も誤品発生はありません。
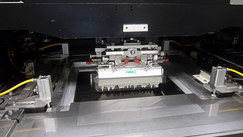
印刷工程
クリーム半田の保管管理、冷蔵庫温度管理、有効期限管理、先入れ先出し粘度調整の為のクリーム半田攪拌、容器ごとにバーコード貼り付け使用したロットのデータベースに記録
印刷状態確認(印刷厚測定、ズレ、滲み、欠け、過多等を記録)

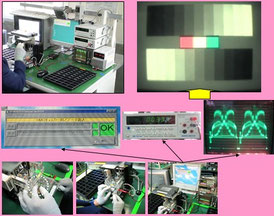
印刷状態検査
3D印刷検査機で印刷された基板の検査をする。
想定した半田量の過不足、過多、また異物付着を検査します。
これにより、BGA、CSP等の部品の下部に半田接合点がある部品の不良を防ぐことができます。
また半田量を体積で検査するので前回との差異がわかりやすく、基板レジスト厚の変化等で不良になりやすい傾向がある等大量に生産する前に印刷機の調整等を実施し不良を未然に防ぎます。

部品実装
印刷された基板に、正しい位置に正しい部品を搭載します。
搭載する部品を全てバーコードで照合しNGの場合生産できない仕組みになっています。
材料補給時にも供給部と部品を照合システムで照合する。NGの場合生産停止する仕組みになっています。
このシステムにより誤品発生はありません。

外観検査
2Dの外観検査機を使用(色である程度のフィレットは判断できるが確実では有りません)
検査能力が100%ではない為閾値を非常に厳しくしています。
外観検査機ではねた回路の座標データを検証機に転送し、角度45度で360度回転させ全て確認する、OKであれば良品NGであれば不良として記録する。
検査機で全く確認できない部分の検査は検査作業者が顕微鏡で検査する。
通電検査データ書き込み
車載のカメラや、医療機器のカメラ、その他多用途のカメラ等、データの書き込みやレンズ組み立て、光軸調整等、お客様の要望に対応した通電検査、画だし検査を実施します。

出荷検査・梱包
製造経歴書(製造工程の品質に異常がなかったか確認)
外観検査 製品に要求により適した方法で実施
性能確認 抜き取りで電機検査等実施
出荷合否判定
梱包 宅配便で発送しても損傷が無いように梱包